




Ogni anno in Emilia-Romagna l’industria di trasformazione ortofrutticola genera migliaia di tonnellate di sottoprodotti tra bucce, torsoli, semi e noccioli. Materiali che oggi sono destinati prevalentemente a smaltimento, biodigestione o distillazione, con costi economici e ambientali non trascurabili. Il progetto Frurefinery – finanziato dal Programma regionale Fesr 2021-2027 – nasce con l’obiettivo di trasformare gli scarti della filiera frutticola in nuove materie prime ad alto valore aggiunto, attraverso un approccio di bioraffineria a cascata.
L’iniziativa risponde alla crescente domanda di ingredienti vegetali sostenibili, proteine alternative, sostituti dell’olio di palma e fibre a valore funzionale. Il progetto, coordinato dalla prof.ssa Augusta Caligiani (Centro SITEIA.PARMA, Università di Parma), coinvolge un partenariato che integra competenze chimiche, tecnologiche, biotecnologiche e impiantistiche, insieme ad aziende produttrici di sottoprodotti e potenziali utilizzatori finali.
Ri.Nova (Cesena) ha curato la mappatura regionale e la diffusione dei risultati; CIRI Agroalimentare (Università di Bologna) si è occupato della stabilizzazione e dei pretrattamenti; SITEIA.Parma ha sviluppato le analisi di composizione molecolare, i processi di bioraffineria e le fermentazioni; Terra&AcquaTech (Università di Ferrara) ha collaborato alla caratterizzazione molecolare dei prodotti; la SSICA di Parma ha avviato la dimostrazione del processo in impianto pilota. Le aziende produttrici di sottoprodotti, Agribologna, Parma Is e Cooperativa Modenese Essiccazione Frutta Monterè, potranno valorizzare le proprie matrici con benefici concreti in termini di sostenibilità, riduzione dei costi di smaltimento e maggiore circolarità. Partecipano come potenziali utilizzatori finali Heallo S.r.l. (ingredienti alimentari funzionali), So.G.I.S. S.p.A. (oleochimica) e Cosmoproject S.p.A. (cosmetica).
Dalla mappatura regionale alla composizione e selezione delle matrici
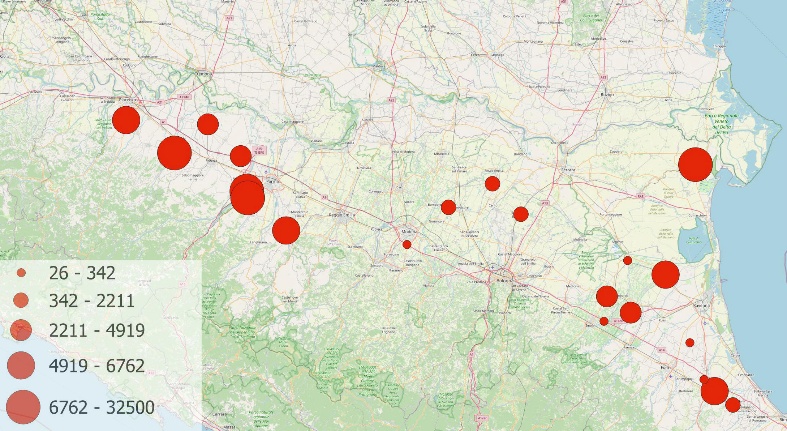
La prima fase ha riguardato la mappatura dei flussi di sottoprodotti in 10 aziende emiliano-romagnole (Figura 1), quantificando oltre 121.500 tonnellate di scarti provenienti dalla lavorazione di frutta, ortaggi e noccioli.
L’Università di Parma ha integrato questo dato con la caratterizzazione chimica delle principali matrici (tabella 1).
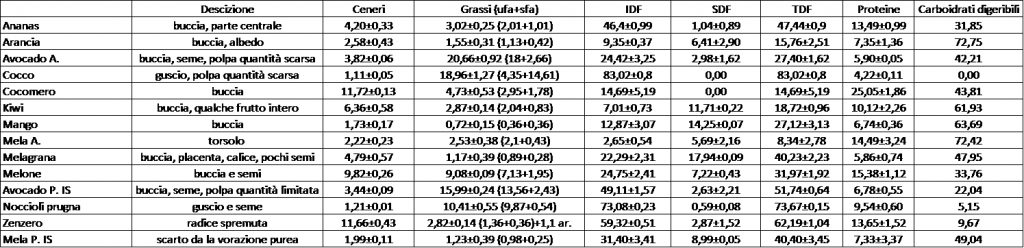
Il database realizzato raccoglie dati quantitativi e qualitativi relativi a scarti di: ananas, arancia, avocado, cocco, kiwi, mango, melagrana, mela, melone, radice di zenzero, noccioli di prugna essiccata
L’analisi compositiva ha evidenziato differenze rilevanti tra le matrici:
- elevato contenuto lipidico: avocado, cocco, melone, noccioli di prugna;
- maggiore contenuto proteico: cocomero, melone, torsoli di mela, zenzero, ananas;
- elevata fibra totale: cocco, noccioli di prugna, zenzero.
Sulla base dei volumi disponibili e della composizione molecolare sono stati selezionati tre sottoprodotti pilota: ananas (Agribologna), avocado (Parma Is) e noccioli di prugna (Monterè). Su queste matrici sono in corso i processi di bioraffineria finalizzati all’ottenimento di ingredienti destinabili a integratori, alimenti funzionali, nutraceutici, prodotti per l’infanzia e applicazioni cosmetiche.
Il cuore tecnologico: la bioraffineria a cascata
Il principale obiettivo tecnologico del progetto è sviluppare e integrare protocolli di bioraffineria a cascata, combinando stabilizzazione delle matrici, pretrattamenti innovativi e processi biotecnologici per migliorare l’estrazione e la qualità dei componenti di interesse, inclusa la riduzione di composti indesiderati come l’amigdalina. L’obiettivo è individuare le condizioni operative ottimali per ottenere, da ciascun sottoprodotto, ingredienti ad alto valore aggiunto con rese elevate e standard di sicurezza adeguati.
L’elemento distintivo di Frurefinery è lo sviluppo di un processo integrato e modulabile che consente l’estrazione sequenziale delle diverse frazioni valorizzabili.
Il protocollo (Figura 2) prevede:
- Pretrattamenti chimico-fisici e microbiologici,
- Digestione enzimatica “mild” con enzimi food grade,
- Separazione delle frazioni,
- Estrazione idrotermica per il recupero di emicellulose.
Il processo si basa su un’estrazione sequenziale “mild”, assistita da enzimi food grade. Dopo macinazione e idratazione (rapporto 1:5–1:10 sulla sostanza secca), la matrice è sottoposta a digestione enzimatica con amilasi (95 °C, 1 h) e successivamente con proteasi alcalina (pH 9, 40 °C, 4 h).
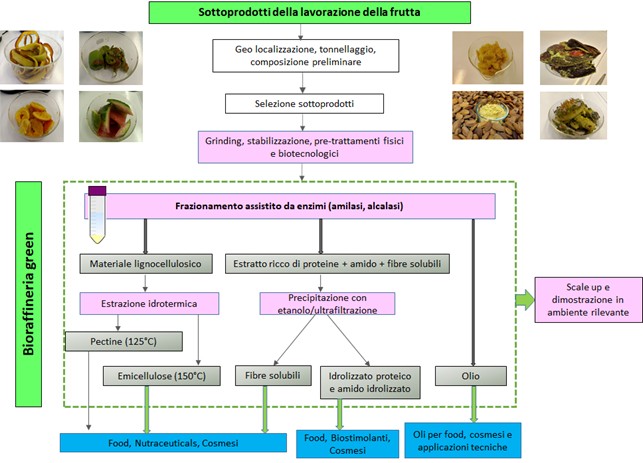
A seguito di centrifugazione si separano surnatante e pellet: dal primo si recuperano fibre solubili per precipitazione con etanolo e una frazione nutrizionale ad alta digeribilità, ricca in maltodestrine e peptidi; il pellet è invece sottoposto a estrazioni idrotermiche successive (125 e 150 °C) per il recupero selettivo di pectine ed emicellulose.
Fermentazione e pretrattamenti fisici
Due linee di innovazione stanno integrando e rafforzando il processo di bioraffineria:
Fermentazione: più sicurezza e nuovi aromi
Una delle linee più innovative riguarda l’integrazione della fermentazione come fase di pretrattamento.
L’Università di Bologna ha dimostrato la capacità di specifici batteri lattici (in particolare Lactiplantibacillus plantarum) di ridurre composti cianogenici come l’amigdalina, aumentando la sicurezza delle matrici.
L’Università di Parma ha invece studiato fermentazioni controllate per ottenere nuovi profili aromatici da scarti ricchi di zuccheri. Le prove sono state condotte con batteri lattici (Lacticaseibacillus rhamnosus, Lactiplantibacillus plantarum) e il lievito Hanseniaspora uvarum ottenedo profili aromatici migliorati, caratterizzati dall’Università di Ferrara. I fermentati di ananas, ad esempio, mostrano profili distinti a seconda del microrganismo impiegato, con produzioni aromatiche più marcate nei fermentati da lievito (Hanseniaspora uvarum).
Le attività proseguono con l’estensione ad altre matrici. È inoltre prevista la fermentazione dei residui lignocellulosici prima dell’estrazione di pectine ed emicellulose per incrementarne le rese, oltre alla valutazione dell’attività prebiotica delle frazioni oligosaccaridiche ottenute.
Pretrattamenti fisici innovativi per ridurre il danno termico e migliorare efficienza e qualità
L’Università di Bologna ha valutato l’impiego di Pulsed Electric Fields (PEF) e Plasma Activated Water (PAW) come pretrattamenti delle bucce di avocado. Entrambe le tecnologie consentono di ridurre i tempi di essiccazione rispetto ai campioni non trattati (40–60 °C), con benefici in termini di efficienza energetica e produttività.
Dal punto di vista qualitativo, i risultati indicano che a temperature moderate (50 °C) i pretrattamenti permettono una migliore conservazione dei composti bioattivi nelle fasi iniziali, mentre a temperature più elevate (60 °C) si osserva una loro riduzione.
Le analisi dell’Università di Parma mostrano inoltre che il trattamento PEF determina una maggiore efficienza nell’estrazione delle componenti pectiche e un aumento del grado di metilazione, migliorando le proprietà funzionali delle fibre e ampliandone le possibili applicazioni industriali.
Nel complesso, questi pretrattamenti rappresentano una leva efficace per ottimizzare i processi e valorizzare la qualità degli ingredienti ottenuti.
Caratterizzazione degli ingredienti e qualità delle frazioni ottenute
La caratterizzazione degli ingredienti ottenuti in laboratorio dall’Università di Parma conferma l’efficacia dell’approccio di bioraffineria sia in termini di resa sia di qualità delle frazioni recuperate.
Dal processo si ottengono quattro principali tipologie di ingredienti: frazione lipidica, proteine e peptidi idrolizzati, fibre solubili (pectine) e fibre insolubili/emicellulose. Le rese risultano particolarmente interessanti: dai noccioli di prugna è possibile recuperare circa il 50% delle proteine e il 60% dei carboidrati, gli scarti di avocado mostrano una resa in fibra solubile fino al 60%, mentre l’ananas evidenzia una resa in fibra insolubile superiore al 50%.
Dal punto di vista qualitativo, le frazioni proteiche presentano un grado di idrolisi (DH%) compreso tra il 16% e oltre il 45%, con valori superiori al 70% nelle bucce di avocado sottoposte a pretrattamento con campi elettrici pulsati (PEF), indicativi di elevata digeribilità e potenziale impiego nutraceutico.
Le frazioni carboidratiche mostrano una struttura articolata, con la presenza sia di pectine ad alto peso molecolare (>500 kDa) sia di frazioni a basso peso molecolare (<1500 Da), comprendenti oligosaccaridi con grado di polimerizzazione 2–6, di interesse per possibili applicazioni prebiotiche.
Nel complesso, gli ingredienti ottenuti presentano caratteristiche idonee per applicazioni nei settori degli alimenti funzionali, integratori, nutraceutici, prodotti per l’infanzia e cosmetici, evidenziando il potenziale industriale della valorizzazione dei sottoprodotti.
Processo di bioraffineria in ambiente rilevante
La SSICA di Parma ha avviato la validazione del processo di bioraffineria in ambiente rilevante (scale-up), primo passo verso il trasferimento industriale della tecnologia. Le prove sugli scarti di avocado hanno confermato la fattibilità del processo su scala pre-industriale, con recupero delle diverse frazioni e successiva caratterizzazione presso l’Università di Parma.
Le attività saranno estese ai noccioli di prugna e agli scarti di ananas, con l’obiettivo di verificare la replicabilità del processo su matrici differenti. In particolare, per i noccioli di prugna è previsto il recupero della frazione lipidica su scala rilevante, seguito da analisi qualitative (acidità libera, numero di perossidi) e dalla definizione del profilo in acidi grassi (GC-MS), per valutarne l’idoneità ad applicazioni industriali.
Nel complesso, queste attività rappresentano un passaggio chiave per dimostrare la scalabilità del processo e la concreta valorizzazione dei sottoprodotti in ottica di economia circolare.
Ricadute per la filiera
Per le aziende coinvolte, il progetto può tradursi in:
- riduzione dei costi di smaltimento;
- nuove opportunità di valorizzazione;
- miglioramento degli indicatori di sostenibilità.
Frurefinery si inserisce pienamente nella strategia regionale di economia circolare, trasformando un problema gestionale in un’opportunità industriale.
di A. Caligiani, C. Lazzi, P. Rocculi, M. Catani, N. D. Spadafora, A. Brutti, M. Malavasi, A. Khalangre, F. Bonzanini, S. Figuccia, C. Finotello, C. Nosengo, A. Ricci
Iniziativa realizzata nell’ambito del Programma regionale – Fondo europeo di sviluppo regionale 2021-2027 – Priorità 1, Obiettivo specifico 1.1, Azione 1.1.2 – Tipo di operazione: Bando per progetti di ricerca industriale strategica – Progetto “Frurefinery -Produzione di ingredienti ad alto valore aggiunto dai sotto-prodotti della filiera della frutta attraverso un approccio di bio-raffineria a cascata”
Dimensione economica del progetto:
Costo complessivo: € 691.322,83
Contributo concesso: € 499.644,62
Capofila: SITEIA.Parma
Per maggiori informazioni: https://frurefinery.it/
Professoressa Augusta Caligiani
Centro Interdipartimentale sulla Sicurezza, Tecnologie e Innovazione Agroalimentare (SITEIA.PARMA)
Università degli Studi di Parma
+39 0521 905407
augusta.caligiani@unipr.it